Esempio di materiali termoelettrici tramite lega meccanica
Il silicio e il germanio sono materiali semiconduttori fondamentali che hanno rivoluzionato lo sviluppo di dispositivi elettronici, tra cui celle fotovoltaiche e transistor. Variando le proporzioni di Si e Ge, è possibile modificare le proprietà di queste leghe, influenzando le dimensioni atomiche, le differenze di massa e il bandgap.
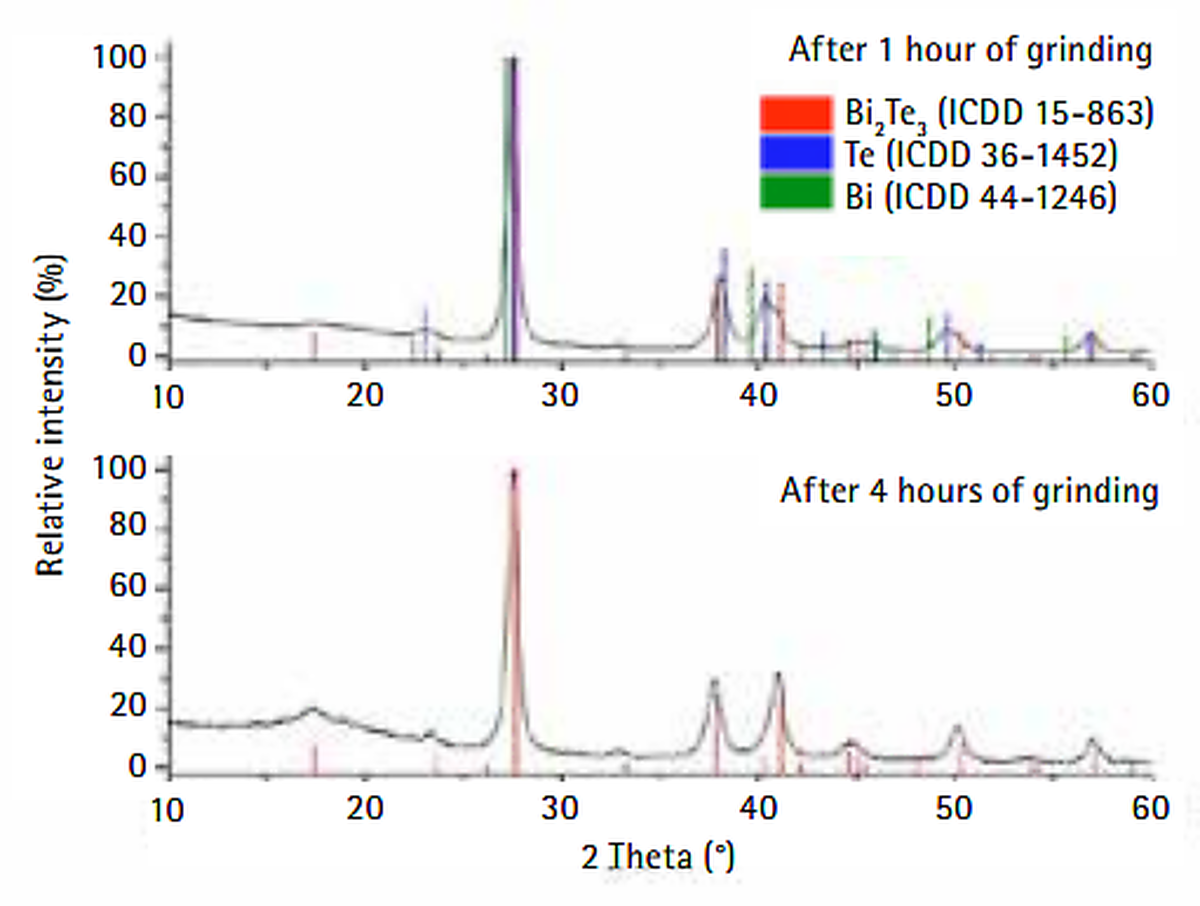
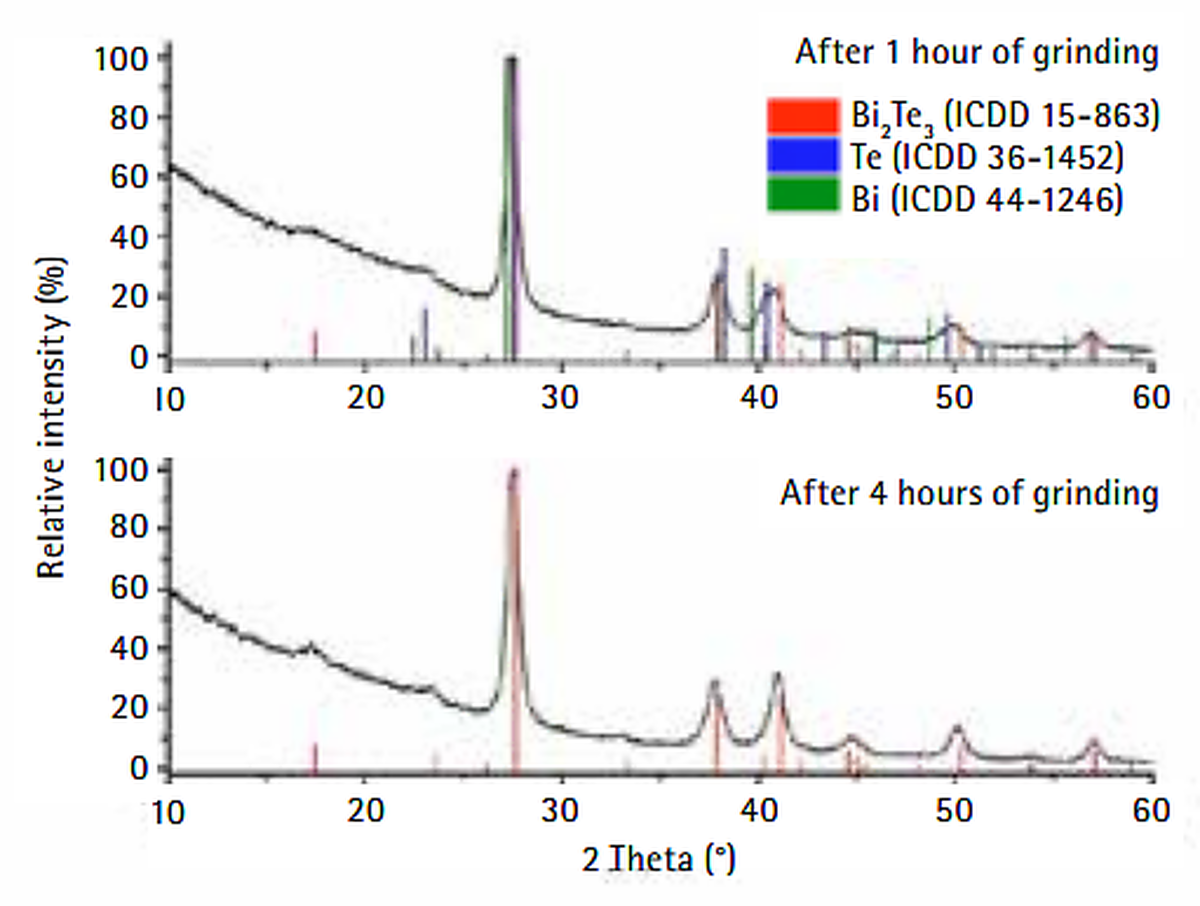
Le leghe termoelettriche composte da Si e Ge sono utilizzate nelle missioni spaziali come termo-generatori radioisotopici per alimentare sonde e strumenti spaziali. Per le applicazioni commerciali termoelettriche, i materiali a base di tellururo di bismuto (Bi2Te3) sono fondamentali per la loro superiore efficienza di conversione. Gli elementi di Peltier in tellururo di bismuto sono impiegati nei sistemi di raffreddamento. In precedenza, per l'alligazione meccanica di Si e Ge venivano utilizzati mulini a sfere planetari, che però hanno incontrato diversi problemi. Il nuovo mulino a sfere ad alta energia Emax risolve questi problemi impedendo il caking del materiale ad alta velocità, eliminando così la necessità di lunghe pause e riducendo il tempo totale di lavorazione. La tecnologia dell'Emax facilita una lavorazione efficiente e più rapida.
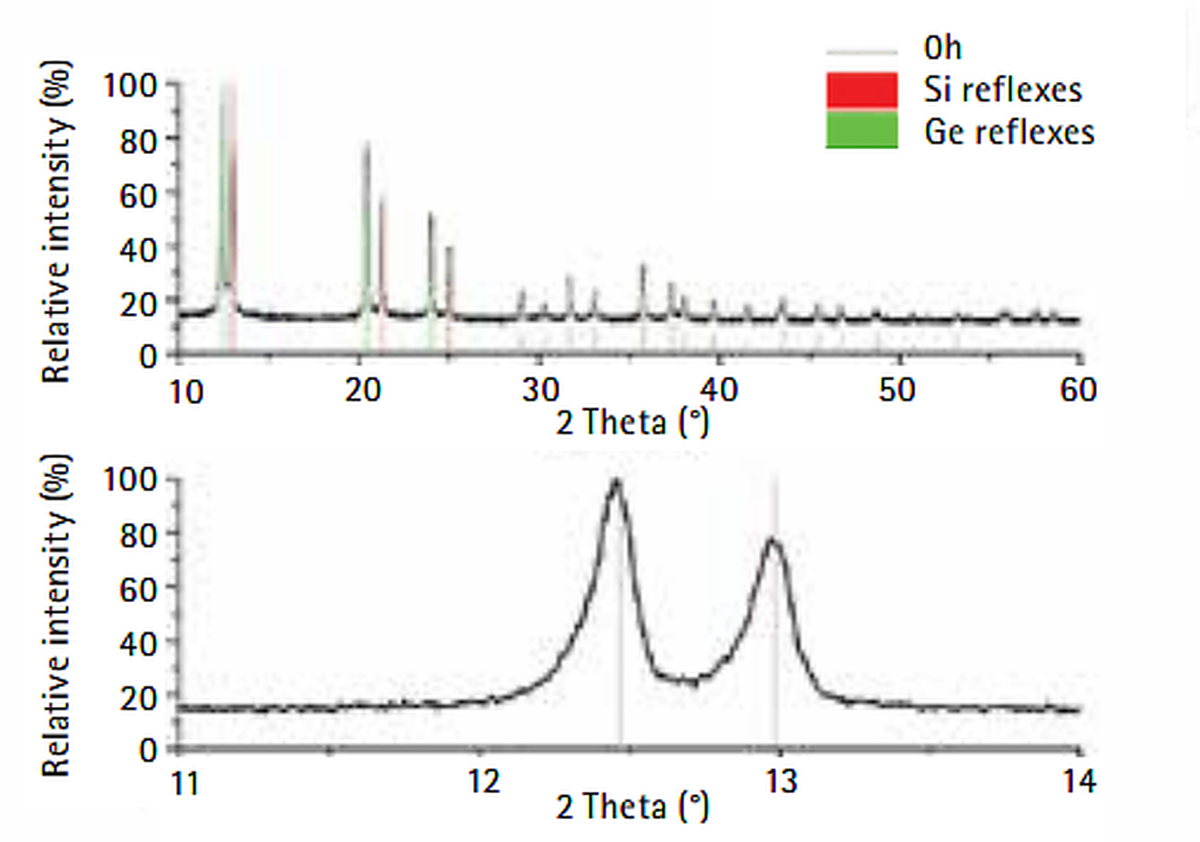
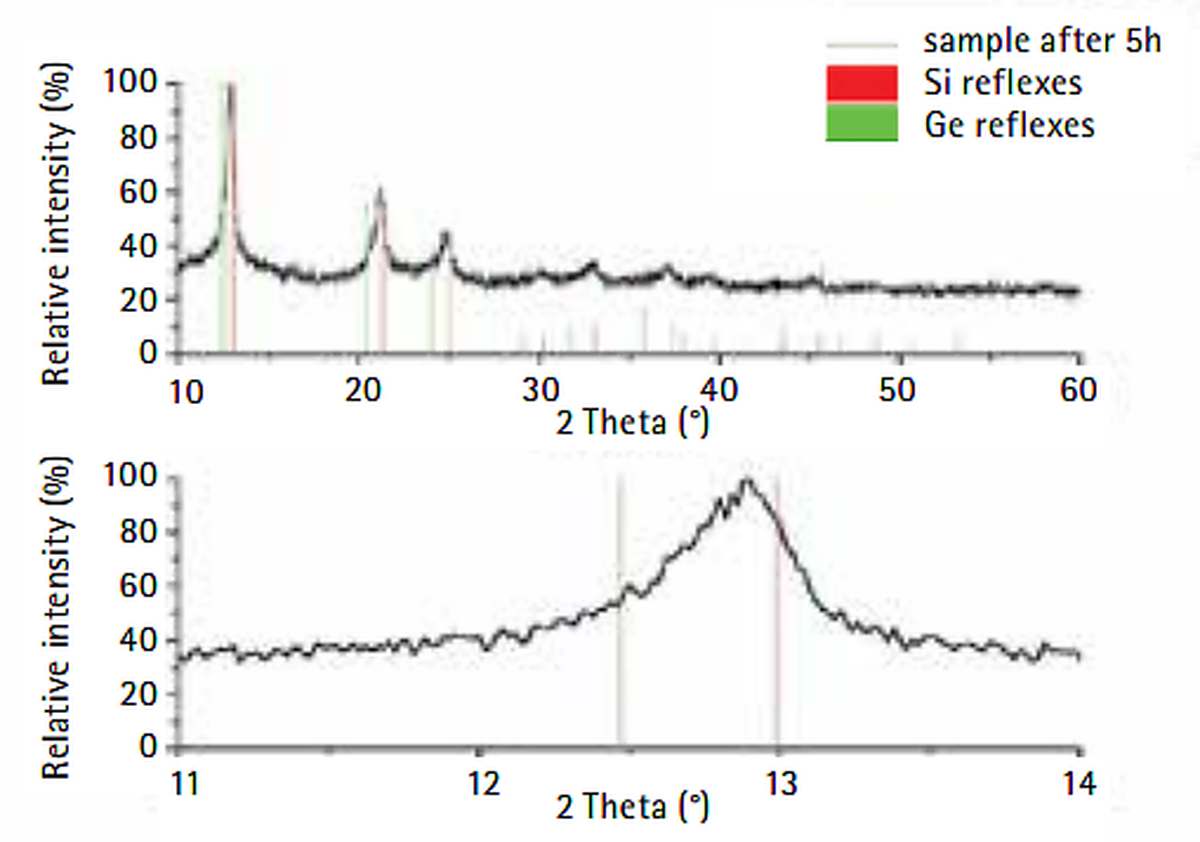
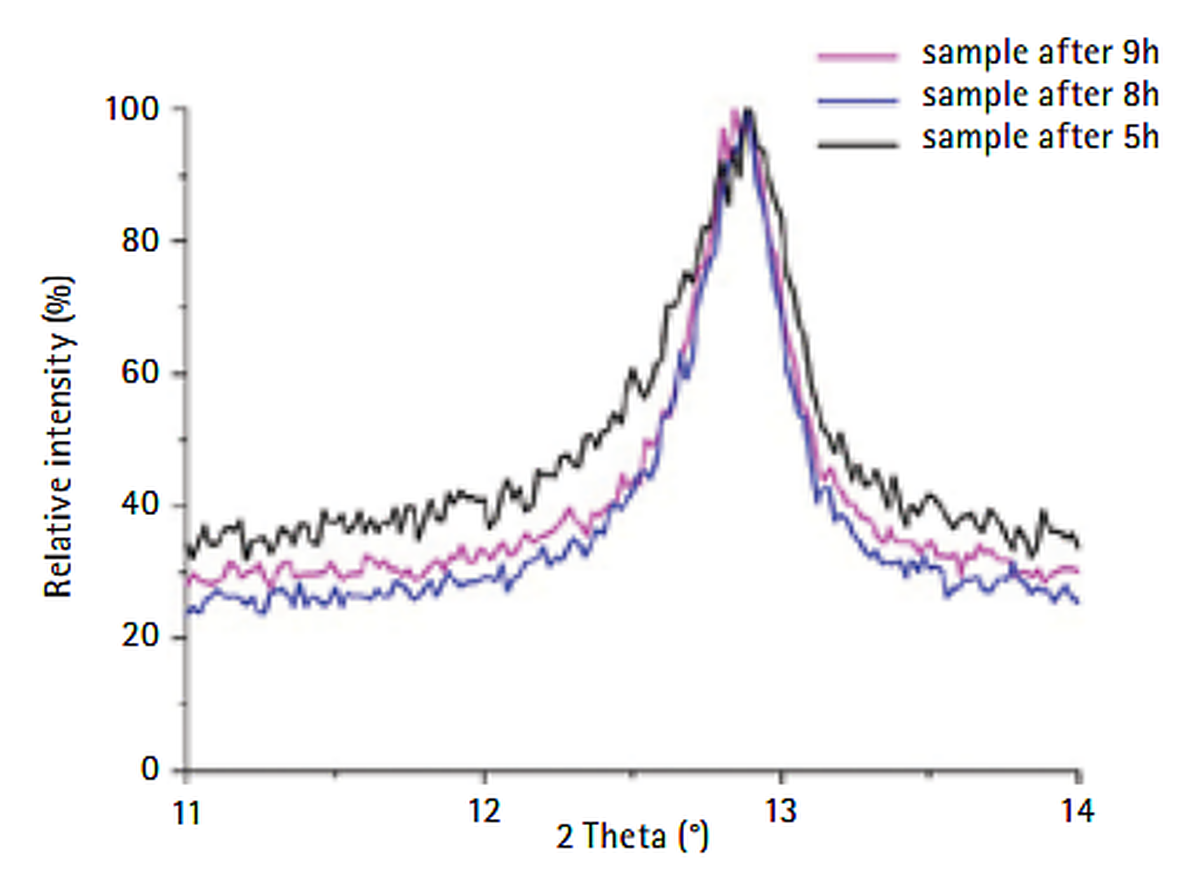
3,63 g di Si e 2,36 g di Ge sono stati combinati in una giara di macinazione in carburo di tungsteno da 50 ml, utilizzando otto sfere di macinazione da 10 mm, con un rapporto campione-sfera di 1:10. Inizialmente, Si e Ge avevano dimensioni delle particelle di 1-25 mm e 4 mm, rispettivamente. Dopo una macinazione di 20 minuti a 2.000 giri/min, entrambi sono stati polverizzati senza formazione di croste. L'alligazione meccanica è proseguita per nove ore a 1.200 giri al minuto, con intervalli di macinazione di un'ora seguiti da pause di un minuto per l'inversione della rotazione per evitare l'agglomerazione. La diffrazione dei raggi X (XRD) ha misurato il materiale di partenza, mostrando le linee distinte di Si e Ge, che si sono attenuate nel tempo. Durante l'intero processo, i componenti della lega sono rimasti in polvere e la temperatura Emax è rimasta al di sotto dei 30°C. Dopo nove ore, le polveri erano ancora cristalline, con poco o nessun materiale amorfo.

 legata meccanicamente dopo 5 ore.")
 di una polvere di FeTaCu legata meccanicamente dopo 20 ore (vista dall'alto)")